一种精品轴承钢管的生产办法,特别触及一种轴承钢管的头尾壁厚控制办法。
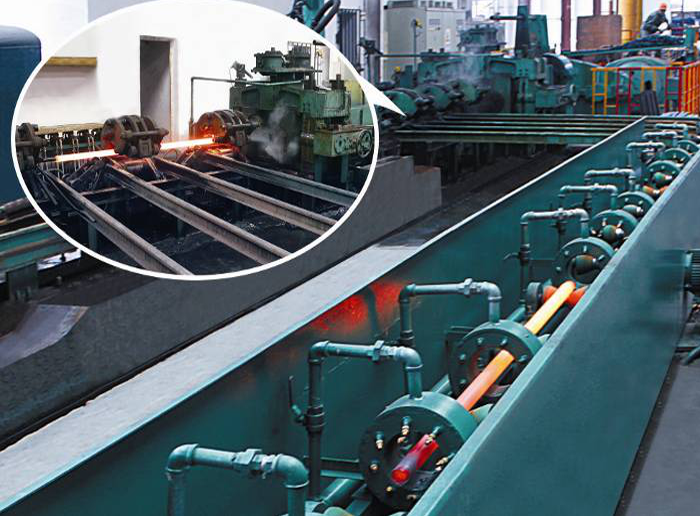
轴承钢管的出产一般包括穿孔、轧制及定减径三个工序。目前,穿孔工序一般选用二辊 斜轧工艺将实心的坯料轧制成空心的毛坯,轧制工序一般在包括一个空减机的五机架轧机中 将穿孔后的毛坯轧制成一定外径及壁厚的钢管,而定减径工序将五机架连轧后的钢管轧制成 满意产品直径和壁厚要求的成品钢管。
目前,为了得到较小管径的轴承钢管,一般在定减径工序选用张力减径的工艺将较大直 径的钢管减径成较小管径的成品钢管。但由于张力减径的特性,在钢管的头端及尾端部位, 张力远小于钢管中部正常部位,从而构成钢管头尾部位壁厚超差。为了满意用户需要,有必要 将头尾壁厚超差部分切除,造成了产品成材率丢失。
为了战胜轴承钢管现有轧制工艺造成成材率丢失的缺乏,本发明所要处理的技术问题是 提供一种能够减小成材率丢失的轴承钢管头尾壁厚削尖轧制办法。
本发明处理其技术问题所选用的技术方案是:轴承钢管头尾壁厚削尖轧制办法,使用多 机架的连轧机组完成钢管轧制工序,在轧制钢管时,使用各机架辊缝改变在钢管头尾各轧制 一段削尖段,削尖段的壁厚单调改变且小于两削尖段之间的中心段的壁厚。
所述钢管轧制时在头、尾削尖段外各轧制一段空心圆柱形状的咬入段,咬入段的外径= 削尖段的***小外径。
所述咬入段的长度占咬入段及削尖段总长度的20%~40%。
所述削尖段为一段空心圆锥台。
前述的轴承钢管头尾壁厚削尖轧制办法中,所述削尖段的***小壁厚≥中心段的壁厚的 60%。

前述的轴承钢管头尾壁厚削尖轧制办法中,以所述轧机的上一机架轧机咬钢或抛钢信号 来发动下一机架轧机进行辊缝及速度调理。
本发明的有益作用是:在钢管轧制时就对其头、尾壁厚进行减薄,构成削尖段,以改进 头尾壁厚超差状况,提高成材率,本发明削尖段选用组合削尖段,进一步避免了削尖轧制时 轴承钢管头尾管形较差造成轧卡事故的问题,进一步以上一机架咬钢或抛钢信号发动下一机 架轧机进行辊缝及轧制速度的调理,提高了轴承钢管头尾削尖轧制段长度控制精度。
文章内容来源于网络,如有问题请和我联系删除!