



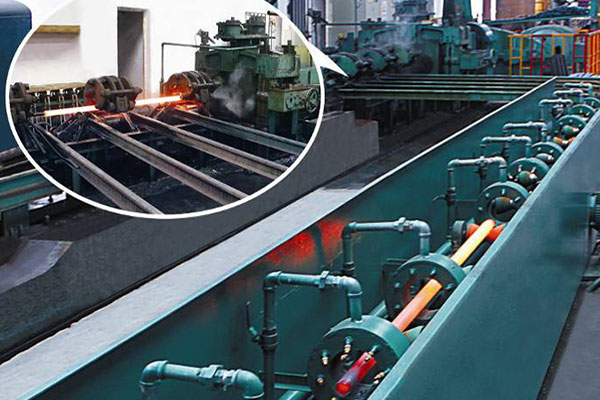
冷轧(拔)无缝钢管主要生产工序:坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验。一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。

轴承钢管包装一般情况下,直径小于20mm要打包交货,大于20mm时可以裸装交货。具体打包要求,视双方签订的合同要求而定,如,六角包,长短差,出口的一般要加外包装等。对冷拔 钢应涂防锈油,国内某些厂家急需货物的,可以不防锈,不然其在加工成套圈时还要做除油处理。货物出厂前应附质量保证书、注明钢号、炉号、重量、规格、化学成分、检验标准及检验结果等。轴承钢的物理性能主要以检查显微组织、脱碳层、非金属夹杂物、低倍组织为主。

gcr15无缝钢管具有较好的韧性和相适的耐磨性,主要用于线材,棒材加工用的拉制模。同时也适合铸铁,有色金属及其合金与非金属材料不平整表面和间断切削时的粗车,精刨精铣,一般孔和深孔的钻孔,扩孔及制作木工刀具等。模具寿命的延长(疲劳强度高,不容易产生应力集中)。寿命稳定性好(裂纹的发生及扩展时间延迟)。粘附,啃伤大幅度减少(润滑剂产生的腐蚀极其轻微)。线切割电火花加工过程中的耐腐蚀性大大改良(抗电加工腐蚀能力强)
舟山精密无缝轴承钢管厂家轴承钢管的物理性能主要以检查显微组织、脱碳层、非金属夹杂物、低倍组织为主。一般情况下均以热轧退火、冷拉退火交货。交货状态应在合同中注明。钢材的低倍组织需要无缩孔、皮下气泡、白点及显微孔隙。中心疏松、一般疏松不得超过1.5级,偏析不得超过2级。定做精密无缝轴承钢管厂家的退火组织应为均匀分布的细粒状珠光体。脱碳层深度、非金属夹杂物和碳化物不均匀度应符合相应有关国家标准规定。一般情况下,直径小于20mm要打包交货,大于20mm时可以裸装交货。具体打包要求,视双方签订的合同要求而定,如,六角包,长短差,出口的一般要加外包装等。

轴承钢管为适应高温、高速、高负荷、耐蚀、抗辐射的要求,需要研制一系列具有特殊性能的新型轴承钢管。轴承钢管厂家为了降低轴承钢管的氧含量,发展了真空冶炼、电渣重熔、电子束重熔等轴承钢管的冶炼技术。而大批量轴承钢管的冶炼由电弧炉熔炼,发展成各种类型初炼炉加炉外精炼。目前,采用容量大于60吨初炼炉+LF/VD或RH+连铸+连轧工艺生产轴承钢管,以达到高质量、高效率、低能耗之目的。在热处理工艺方面,由车底式炉、罩式炉发展成连续可控气氛退火炉热处理。目前,连续热处理炉型长为150m,加工生产轴承钢管的球化组织稳定和均匀,脱碳层小,消耗能量低。

轴承钢管是指热轧或冷轧(冷拔)的无缝钢管,供制造普通滚动轴承套圈用。钢管的外径为25-180毫米,壁厚为3.5-20毫米,分普通精度和较高精度两种。轴承钢是用来制造滚珠、滚柱和轴承套圈的钢。轴承在工作是承受着很大的压力和摩擦力,所以轴承钢管厂家要求轴承钢有高而均匀的硬度和耐磨性,以及高的弹性极限。对轴承钢的化学成分的均匀性、非金属夹杂物的含量和分布、碳化物的分布等要求都十分严格,是所有钢铁生产中要求严格的钢种之一。



