



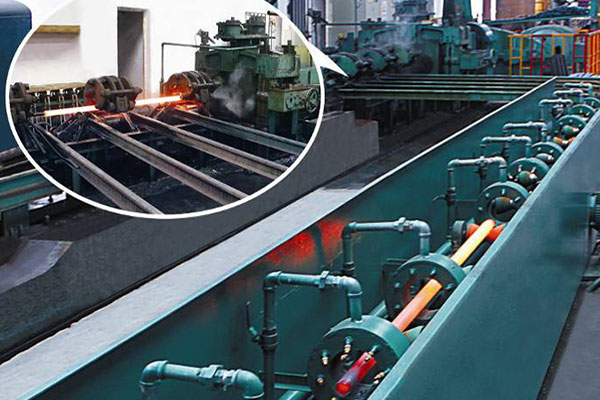
轴承钢管为适应高温、高速、高负荷、耐蚀、抗辐射的要求,需要研制一系列具有特殊性能的新型轴承钢管。轴承钢管厂家为了降低轴承钢管的氧含量,发展了真空冶炼、电渣重熔、电子束重熔等轴承钢管的冶炼技术。而大批量轴承钢管的冶炼由电弧炉熔炼,发展成各种类型初炼炉加炉外精炼。目前,采用容量大于60吨初炼炉+LF/VD或RH+连铸+连轧工艺生产轴承钢管,以达到高质量、高效率、低能耗之目的。在热处理工艺方面,由车底式炉、罩式炉发展成连续可控气氛退火炉热处理。目前,连续热处理炉型长为150m,加工生产轴承钢管的球化组织稳定和均匀,脱碳层小,消耗能量低。

因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。合金钢管价格适中,加工容易,经适当的热处理以后可获得一定的韧性、塑性和耐磨性。正火可促进组织球化,改进硬度小于160HBS毛胚的切屑性能。在温度550-570℃进行回火,Gcr15轴承钢管具有佳的综合力学性能。该钢的淬透性高于45号钢,适合于高频淬火、火焰淬火等表面硬化处理等。中国GB标准钢号40Cr;日本JIS标准钢号SCr440(H)/ SCr440;德国DIN标准材料钢号1.7045/1.7035;德国DIN标准钢号41Cr4/42Cr4;英国EN标准钢号18;英国BS标准钢号41Cr4;法国AFNOR标准钢号42C4;法国NF标准钢号38Cr4/41Cr4;意大利UNI标准钢号41Cr4;比利时NBN标准钢号42Cr4;瑞典SS标准钢号2245;西班牙标准钢号42Cr4;美国AISI/SAE标准钢号5140;国际标准组织ISO标准钢号41Cr4。

生产轴承钢管的轴承专用钢种有以下几种(标有表示“滚”的G):铬轴承钢如GCr6, GCr9(SiMn),GCrl5(SiMn);无铬轴承钢如GSiMnV(Re),GSiMnMoV(Re),GMnMoV(Re);渗碳轴承钢如G20CrMo,G20Cr2Mn2Mo;高碳铬不锈轴承钢如9Cr18(Mo)等。夹杂物的含量和钢中氧含量密切相关,氧含量越高,夹杂物数量就越多,寿命就越短。夹杂物和碳化物粒径越大、分布越不均匀,使用寿命也越短,而它们的大小、分布状况与使用的冶炼工艺和冶炼质量密切相关,现在生产轴承钢的主要工艺是连铸以及电炉冶炼+电渣重熔工艺冶炼。还有少量采用真空感应+真空自耗的双真空或+多次真空自耗等工艺来提高轴承钢的质量。
轴承钢管对轴承钢的冶炼质量要求很高,需要严格控制硫、磷和非金属夹杂物的含量和分 布,因为非金属夹杂物的含量和分布对轴承钢的寿命影响很大。对轴承钢的基本质量要求就是纯净和组织均匀。纯净就是杂质元素及非金属杂物要少,组织均匀是钢中碳 化物要细小,分布要均匀。夹杂物量愈高,寿命就越短。为了满足这些性能的要求,常常采用高碳铬轴承钢(GCr15 )经退火、淬火加低温回火的热处理工艺,为了改善冶炼质量,近来已采用电炉冶炼并经电渣重熔,亦可采用真空冶炼,真空自耗精炼等新工艺 来提高轴承钢的质量。

轴承钢的物理性能主要以检查显微组织、脱碳层、非金属夹杂物、低倍组织为主。一般情况下均以热轧退火、冷拉退火交货。交货状态应在合同中注明。钢材的低倍组织必须无缩孔、皮下气泡、白点及显微孔隙。中心疏松、一般疏松不得超过1.5级,偏析不得超过2级。轴承钢管厂家的退火组织应为均匀分布的细粒状珠光体。脱碳层深度、非金属夹杂物和碳化物不均匀度应符合相应有关国家标准规定。一般情况下,直径小于20mm要打包交货,大于20mm时可以裸装交货。具体打包要求,视双方签订的合同要求而定,如,六角包,长短差,出口的一般要加外包装等。轴承钢管厂家对冷拔 钢应涂防锈油,国内某些厂家急需货物的,可以不防锈,不然其在加工成套圈时还要做除油处理。货物出厂前应附质量保证书、注明钢号、炉号、重量、规格、化学成分、检验标准及检验结果等。

gcr15无缝钢管具有较好的韧性和相适的耐磨性,主要用于线材,棒材加工用的拉制模。专业轴承钢管gcr15同时也适合铸铁,有色金属及其合金与非金属材料不平整表面和间断切削时的粗车,精刨精铣,一般孔和深孔的钻孔,扩孔及制作木工刀具等。模具寿命的延长(疲劳强度高,不容易产生应力集中)。寿命稳定性好(裂纹的发生及扩展时间延迟)。轴承钢管gcr15价格粘附,啃伤大幅度减少(润滑剂产生的腐蚀极其轻微)。线切割电火花加工过程中的耐腐蚀性大大改良(抗电加工腐蚀能力强)



