


为适应高温、高速、高负荷、耐蚀、抗辐射的要求,需要研制一系列具有特殊性能的新型轴承钢管。轴承钢管厂家为了降低轴承钢管的氧含量,发展了真空冶炼、电渣重熔、电子束重熔等轴承钢管的冶炼技术。而大批量轴承钢管的冶炼由电弧炉熔炼,发展成各种类型初炼炉加炉外精炼。目前,采用容量大于60吨初炼炉+LF/VD或RH+连铸+连轧工艺生产轴承钢管,以达到高质量、高效率、低能耗之目的。在热处理工艺方面,由车底式炉、罩式炉发展成连续可控气氛退火炉热处理。目前,连续热处理炉型最长为150m,加工生产轴承钢管的球化组织稳定和均匀,脱碳层小,消耗能量低。

轴承钢管钢材的低倍组织需要无缩孔、皮下气泡、白点及显微孔隙。中心疏松、一般疏松不得超过1.5级,偏析不得超过2级。轴承钢管的退火组织应为均匀分布的细粒状珠光体。脱碳层深度、非金属夹杂物和碳化物不均匀度应符合相应有关国家标准规定。轴承钢的冶炼质量要求很高,需要严格控制硫、磷、氢等含量以及非金属夹杂物和碳化物的数量、大小和分布状况,因为非金属夹杂物和碳化物的数量、大小和分布状况对轴承钢的使用寿命影响很大,往往轴承的失效就是在大的夹杂或碳化物周围产生的微裂纹扩展而成。

轴承钢的物理性能主要以检查显微组织、脱碳层、非金属夹杂物、低倍组织为主。一般情况下均以热轧退火、冷拉退火交货。交货状态应在合同中注明。钢材的低倍组织必须无缩孔、皮下气泡、白点及显微孔隙。中心疏松、一般疏松不得超过1.5级,偏析不得超过2级。轴承钢管厂家的退火组织应为均匀分布的细粒状珠光体。脱碳层深度、非金属夹杂物和碳化物不均匀度应符合相应有关国家标准规定。一般情况下,直径小于20mm要打包交货,大于20mm时可以裸装交货。具体打包要求,视双方签订的合同要求而定,如,六角包,长短差,出口的一般要加外包装等。轴承钢管厂家对冷拔 钢应涂防锈油,国内某些厂家急需货物的,可以不防锈,不然其在加工成套圈时还要做除油处理。货物出厂前应附质量保证书、注明钢号、炉号、重量、规格、化学成分、检验标准及检验结果等。

轴承钢的物理性能主要以检查显微组织、脱碳层、非金属夹杂物、低倍组织为主。一般情况下均以热轧退火、冷拉退火交货。交货状态应在合同中注明。钢材的低倍组织必须无缩孔、皮下气泡、白点及显微孔隙。中心疏松、一般疏松不得超过1.5级,偏析不得超过2级。轴承钢管厂家的退火组织应为均匀分布的细粒状珠光体。脱碳层深度、非金属夹杂物和碳化物不均匀度应符合相应有关国家标准规定。一般情况下,直径小于20mm要打包交货,大于20mm时可以裸装交货。具体打包要求,视双方签订的合同要求而定,如,六角包,长短差,出口的一般要加外包装等。轴承钢管厂家对冷拔 钢应涂防锈油,国内某些厂家急需货物的,可以不防锈,不然其在加工成套圈时还要做除油处理。货物出厂前应附质量保证书、注明钢号、炉号、重量、规格、化学成分、检验标准及检验结果等。

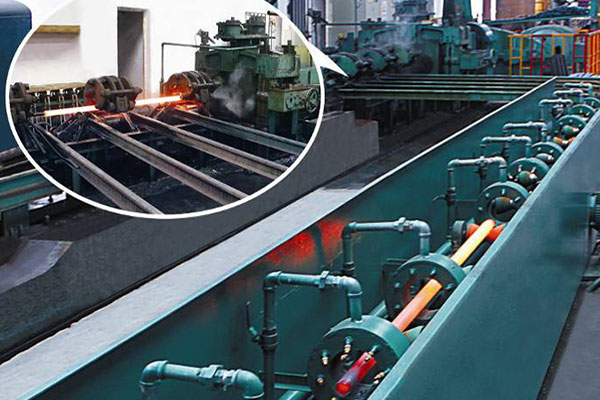
冷轧(拔)无缝钢管主要生产工序:坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验。一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。

无缝管加工是机加工和无缝钢管压力加工的有机结合,加工的方法很多,属于机械加工类的范畴,常见的有冲压法、锻压法、滚轮加工法、滚轧法、鼓胀法、拉伸法、弯曲法、和组合加工法。定做轴承钢管下面具体来了解下:鼓胀法:一种是在gcr15无缝管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,靠液体压力把管子鼓成所需要的形状,像我们常用的波纹管的生产大部分用的是这种方法。轴承钢管厂家锻压法:用型锻机将管子端部或一部分予以冲伸,使外径减少,常用型锻机有旋转式、连杆式、滚轮式。滚轮法:在gcr15无缝管内放置芯子,外周用滚轮推压,用于圆缘加工。



